Direct answer: vietnam precision milling shops
vietnam precision milling shops — TDB Tech plans quality from drawing review through IQC, IPQC and OQC, with FAI and CMM reporting available when required by the project.
Verified TDB Tech capabilities for vietnam precision milling shops
- Vietnamese-owned company established in 2015.
- Two precision manufacturing facilities in Vietnam.
- 3-axis and 4-axis CNC milling, precision turning and Swiss-type machining.
- Materials include AL6061, AL7075, AL6082, AL5052, SUS304, SUS316, technical steels, copper, brass and engineering plastics.
- Tolerance capability down to ±0.005 mm when part geometry, material and inspection planning support it.
- Direct OEM and ODM export support for the United States and Europe.
How to evaluate vietnam precision milling shops
Start with the latest drawing revision, critical dimensions, material and finish specifications, annual quantity, inspection records and delivery destination. vietnam precision milling shops should be evaluated through technical risk, repeatability, quality evidence and total landed cost.
Frequently asked questions about vietnam precision milling shops
What information is required for a quotation?
Provide 2D drawings, 3D CAD data, material, finish, quantity, tolerance, inspection and delivery requirements. A complete input package allows faster and more accurate DFM and pricing.
Can TDB Tech support prototypes and production batches?
Yes. TDB Tech supports prototypes and flexible low-to-medium production batches, with a path to repeat manufacturing when the design and process are approved.
How is quality controlled?
TDB Tech applies incoming, in-process and outgoing inspection. FAI, CMM reports and Mill Certificate 3.1 documentation can be supported when specified by the customer and applicable to the material.

Request a TDB Tech manufacturing review
For vietnam precision milling shops, TDB Tech can review manufacturability, process selection, quality planning, packaging and export delivery. Explore CNC machining services, quality assurance, or request a quote. See independent guidance from NIST and ISO.
Vietnam Precision Milling Shops: A Hub for High-Quality Manufacturing
Vietnam has emerged as a leading destination for precision milling services, attracting businesses from around the world seeking high-quality manufacturing solutions. With its skilled workforce, advanced technology, and competitive pricing, Vietnam’s precision milling shops have gained a reputation for delivering top-notch products to industries ranging from aerospace to automotive.
The Advantages of Vietnam Precision Milling Shops
There are several reasons why businesses choose Vietnam for their precision milling needs:
1. Skilled Workforce
Vietnam boasts a highly skilled workforce that is well-trained in precision milling techniques. The country has a strong focus on technical education, ensuring that workers have the necessary expertise to produce complex and precise components. This skilled workforce is a key factor in Vietnam’s ability to meet the stringent quality standards required by industries such as aerospace and medical.
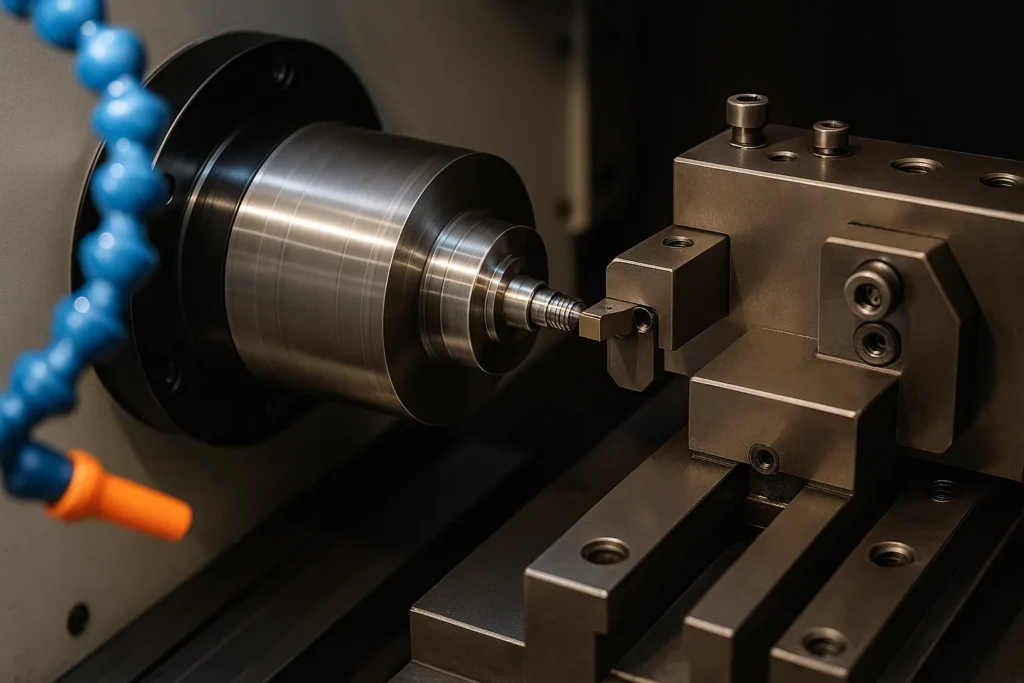
2. Advanced Technology
Vietnam’s precision milling shops are equipped with state-of-the-art machinery and tools. These shops invest in the latest technology to ensure accuracy, efficiency, and consistency in their manufacturing processes. From CNC milling machines to computer-aided design (CAD) software, Vietnam’s precision milling shops leverage advanced technology to deliver high-quality products that meet or exceed customer expectations.
3. Competitive Pricing
One of the primary reasons businesses choose Vietnam for precision milling is the competitive pricing offered by local shops. Vietnam’s lower labor and operational costs compared to other countries make it an attractive option for cost-conscious businesses. Despite the competitive pricing, Vietnam’s precision milling shops maintain high standards of quality, making it a win-win situation for customers.

Industries Served by Vietnam Precision Milling Shops
Vietnam’s precision milling shops cater to a wide range of industries, including:
1. Aerospace
The aerospace industry demands precision and reliability in every component. Vietnam’s precision milling shops have the expertise and equipment to produce complex aerospace parts with tight tolerances. From turbine blades to aircraft structural components, Vietnam’s precision milling shops play a crucial role in the aerospace supply chain.
2. Automotive
The automotive industry requires precision-machined parts for various applications, such as engine components, transmission systems, and chassis parts. Vietnam’s precision milling shops deliver high-quality automotive parts that meet the industry’s stringent requirements. With their advanced technology and skilled workforce, these shops contribute to the success of automotive manufacturers worldwide.
3. Medical
Precision is paramount in the medical industry, where even the smallest error can have serious consequences. Vietnam’s precision milling shops specialize in producing medical components with exceptional accuracy and reliability. From surgical instruments to medical implants, these shops ensure that the highest quality standards are met to support the healthcare sector.
Choosing the Right Vietnam Precision Milling Shop
When selecting a precision milling shop in Vietnam, there are a few factors to consider:
1. Experience and Expertise
Look for a shop with a proven track record in precision milling. Consider their experience in your specific industry and their ability to handle complex projects. An experienced shop will have the necessary knowledge and skills to meet your requirements.
2. Quality Control
Ensure that the shop follows strict quality control measures. Look for certifications such as ISO 9001, which demonstrate their commitment to maintaining high-quality standards. A shop that prioritizes quality control will deliver products that meet your specifications consistently.
3. Communication and Collaboration
Effective communication and collaboration are essential for a successful partnership with a precision milling shop. Choose a shop that values open communication, understands your needs, and provides regular updates on the progress of your project. A collaborative approach will ensure that your requirements are met effectively.
In Conclusion
Vietnam’s precision milling shops have established themselves as reliable partners for businesses seeking high-quality manufacturing solutions. With their skilled workforce, advanced technology, and competitive pricing, these shops cater to industries that demand precision and reliability. Whether it’s aerospace, automotive, or medical, Vietnam’s precision milling shops contribute to the success of businesses worldwide.